
Fabrication de
circuits-imprimés
Par
Michel Vonlanthen HB9AFO
|
J'ai fabriqué mes premiers circuits-imprimés il y a plus de 50 ans, dans un environnement professionnel mais avec des moyens qu'on pourrait qualifier "d'amateur" car, à l'époque, on câblait des socles de tubes sur des châssis en aluminium. Les transistors et les circuits-imprimés étaient à l'avant-garde de la technique. Les circuits intégrés n'existaient pas mais on trouvait leurs ancêtres, des circuits traditionnels insérés dans de petits boîtiers remplis de résine, la série Norbit. On les câblait en wire-wrap (technique des fils enroulés, utilisés uniquement dans les montages digitaux), ensuite ont suivi les premiers circuits-imprimés. Il fallait évidement se débrouiller pour en trouver les composants et expérimenter les méthodes de fabrication, d'où le qualificatif "d'amateur" utilisé plus haut (pour moi, "amateur" signifie "celui qui aime et qui se débrouille pour arriver à ses fins, même sans moyens"). On trouvait du copperclad de base (époxy + 35 microns de cuivre) mais par plaques de un mètre carré (!), il fallait y déposer une couche photosensible unirforme, réaliser le mylar à reproduire (en négatif au départ, il fallait donc passer par un agrandisseur photo. Dans un premier temps, c'était un dessin à l'encre de chine sur du papier blanc, puis sont apparus les pistes et les masques à coller sur du mylar (échelle 1:1 ou plus). Ensuite il fallait insoler la plaque de base à l'aide de l'agrandisseur, après avoir fait un négatif transparent du dessin initial et graver le circuit dans un bain de perchlorure de fer. Je ne vous dis pas le nombre de jeans, de chemises et de mains brunies par les taches qui en ont découlé!... J'étais alors à l'Université de Lausanne, je disposais du temps et des fonds nécessaires aux expérimentations (elles étaient encouragées pour autant que le résultat soit atteint).
Depuis cette époque, j'ai fabriqué des centaines de montages de toutes tailles et de toutes complexités et la fabrication des circuits-imprimés est devenue une routine puisque cela ne posait plus aucun problème. Je passe sur les tribulations de 50 ans d'électronique et sur la lente évolution du hardware vers le software. Il y a quelques temps, la fabrication de circuits-imprimés est redevenu un problème lorsque, du point de vue hobby, j'ai voulu revenir reprendre le développement de montages hyperfréquences. Un QRL de plus en plus "software" et cinq ans passés à la présidence du SWISS ATV m'avaient éloignés de la construction et mes méthodes et équipements de fabrication étaient devenus obsolètes. Du point de vue des circuits-imprimés, il me fallait repartir à zéro et c'est ce que j'ai fait. Internet et mes copains (Olivier HB9BBN entre autres) m'ont aidé à trouver ce que je recherchais. C'est ça l'avantage de l'âge, donc de l'expérience: on sait ce qu'on veut ou ne veut pas, donc on sait exactement ce qu'on cherche. En l'occurrence un logiciel pour dessiner les schémas et un pour les circuits-imprimés. Voilà donc la description du processus de fabrication de circuits-imprimés que j'ai adopté. Il existe bien-entendu d'autres approches. |
|
En 2014, mon retour à la fabrication de circuits-imprimés s'est soldé par une paire de chaussettes attaquées par de l'acide chlorhydrique! J'avais chauffé le liquide sans mesurer en permanence sa température et ai dépassé les 50 degrés par inadvertance. Le bac en verre contenant le liquide de gravage a éclaté et j'ai pris quelques gouttes sur mes chaussettes, les décorant de taches rouges du plus bel effet... |
|
Le but de l'opération est d'obtenir une plaque de matière isolante sur laquelle sont disposés les composants et dont les pattes sont reliées par les pistes "imprimées" sur le circuit. En réalité, c'est l'espace entre les piste qui est enlevé chimiquement et, à la fin du processus de gravage, il ne reste que les pistes de cuivre qui doivent relier les composants entre eux, comme si on avait collé des fils sur une plaque isolante.
Avec des composants traditionnels, dont les entrées-sorties se font par des fils, chaque piste se termine par une rondelle trouée et percée recevant le fil d'un composant qui se trouve sur la face opposé au cuivre. Les CMS (Composants à Montage de Surface ou SMD en anglais) se soudent directement sur les pistes, du côté cuivre du circuit-imprimé.
Pour résumé, il faut obtenir, à partir d'un dessin de base en positif et à l'échelle 1:1, un circuit-imprimé découpé aux bonnes dimensions, gravé et percé, prêt pour la pose et la soudure des composants.
La première étape est de mettre au propre le schéma. On peut se contenter d'un gribouillage sur papier mais personnellement je considère le schéma comme important car, en le dessinant, on s'en imprègne, ce qui est le meilleur moyen pour imaginer ensuite la disposition des composants sur le circuit-imprimé. Un autre avantage est de disposer ensuite d'un schéma propre et publiable car, tant qu'à développer, autant en faire profiter les copains en diffusant le fruit de son travail.
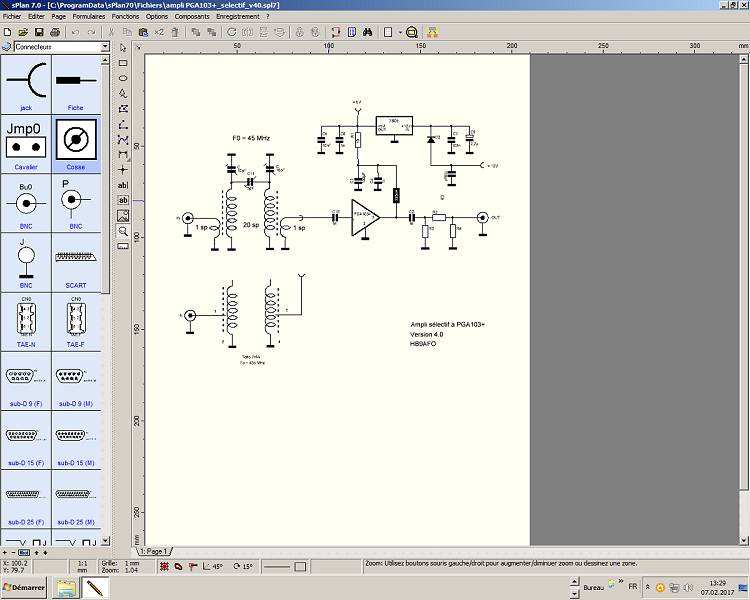
Le logiciel S-Plan
Avant de découvrir S-Plan, j'avais essayé beaucoup de logiciels, des gros et des petits, et c'est un des grands avantages d'Internet de pouvoir télécharger immédiatement des versions de démonstration. Les gros étaient trop compliqués pour moi car il s'agissait de logiciels combinés, plan, routeur, circuit-imprimé et même simulation. Cet ensemble de fonctionnalités, essentiellement utiles pour les pros qui développent tous les jours de grands circuits, prennent en compte toutes les fonctions ci-dessus et obligent à entrer une foule de paramètres inutiles si on veut ne dessiner qu'un schéma. De plus, leur apprentissage prend du temps (et s'oublie vite!) et, pour moi qui ne voulait qu'une sorte de traitement de texte pour schémas, ils étaient trop lourd et trop chers. Un exemple de cette catégorie est Eagle, superbe logiciel au demeurant mais trop "usine à gaz" pour moi. A l'opposé, j'ai trouvé des petits logiciels sur le net mais ceux que j'ai essayé étaient peu pratiques ou incomplets pour mon application. Et je suis tombé sur sPlan, de la firme allemande Abacom, qui était exactement ce que je recherchais. Il est facile à utiliser, intuitif et offre toutes les fonctions utiles. A l'installation, on dispose d'une bibliothèque de symboles standards et on peut y rajouter tous ceux que l'on veut. Etant relativement maniaque à cet égard, j'en ai créé quelques-uns pour mes besoins, c'est très facile.
Une fois le schéma dessiné à l'écran (une grille facilite le placement des symboles), on peut soit l'imprimer soit l'exporter sous forme d'une image JPG pour la documentation. On pourra l'incorporer sans problème dans un document réalisé avec un traitement de texte, "Word" par exemple, ou sur un site web.
A cette étape, nous disposons d'un schéma propre et clair .
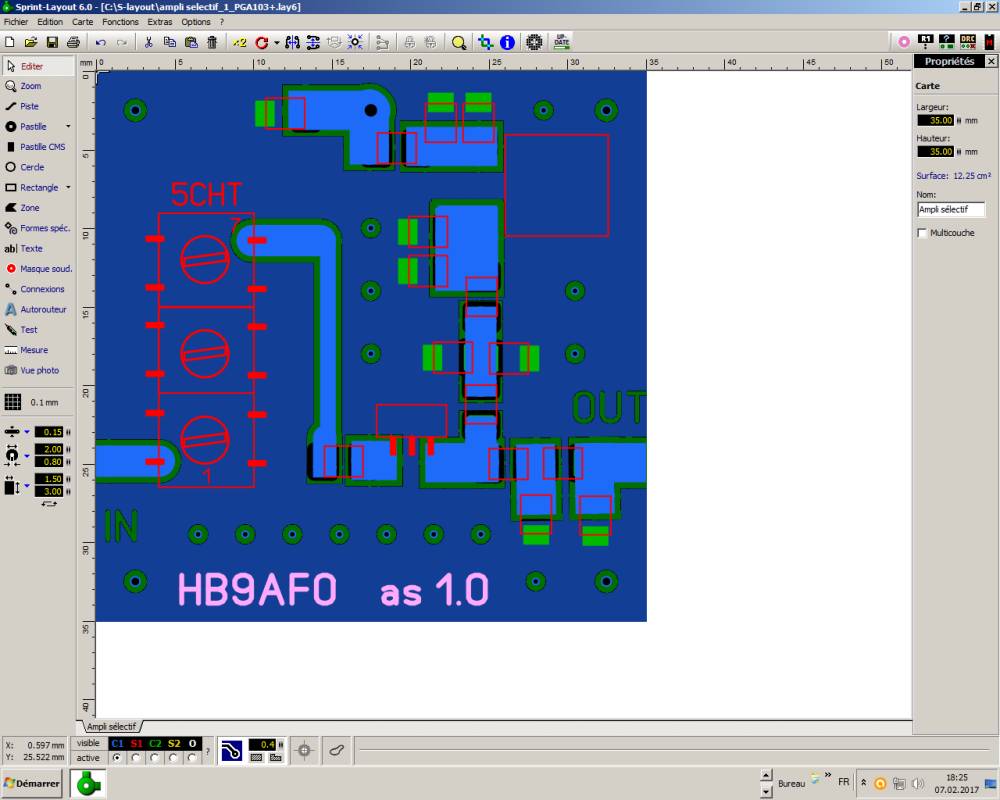
Il faut tout d'abord le dessiner. On peut le faire de plusieurs façons mais la plus efficace est d'utiliser un logiciel. A la recherche de mon "traitement de texte pour circuit-imprimés", je suis tombé sur Sprint Layout, d'Abacom également. Il a les mêmes qualités que son "frère" sPlan, richesse des fonctionnalités et facilité d'utilisation.
Le logiciel Sprint Layout
Il permet de réaliser des layouts de circuit à
simple et à double-face. On peut dessiner 2 couches au recto et deux
couches au verso, chaque fois une pour les pistes en cuivre et une
pour les composants. Cette dernière ne s'imprime pas sur le mylar (=
typon) mais
elle est indispensable pour dessiner le
Une fois le circuit dessiné, on peut l'imprimer, composants et cuivre, sur une imprimante papier à fin de contrôle. Je dispose toujours les composants sur cette épreuve afin de m'assurer que tout concorde. Cette étape est indispensable si on ne veut pas devoir recommencer le tirage d'un mylar...
Pour du double face, il ne faut pas oublier que la couche "composants" doit être retournée de 180 degrés. Une fonction "miroir" corrige automatiquement le travail à l'impression. Si on prend la précaution d'écrire les texte avec l'option "Text (Lay)" et non avec la "text (Font)", la fonction miroir conservera automatiquement une position lisible pour les désignations de composants ou autres inscriptions.
Sprint-Layout 6.0 / 32/64 bits/en français, anglais et allemand
Après l'étape "schéma", qui a été dessinée en pensant déjà à la disposition des composants sur le circuit-imprimé, le dessin de ce dernier peut se faire directement avec le logiciel, sans esquisse préalable au crayon-papier.
Avant l'achat de Sprint Layout, la précision de
l'impression était mon souci mais il s'est avéré sans fondement à
l'usage. Il m'a suffit d'imprimer à l'échelle 1:1 à l'a
Le film transparent existe aussi pour les
imprimantes à jet d'encre mais les essais que j'ai faits ont produit
des typons avec des plans de masse peu homogènes. Je n'ai pas poussé
les essais plus loin. L'avantage de l'imprimante à laser est qu'elle
dépose de la poudre d'encre sur le mylar alors qu'une jet d'encre y
dépose de l'encre, liquide qui tient mal sur du mylar.
4. Préparation du matériau de base
Le substrat pour circuits-imprimés se compose d'une plaque d'isolant (époxy, fibre de verre, téflon) d'une épaisseur variable (de 0.25 à 1.5 mm) recouvert sur une face (simple face) ou sur deux faces (double-face) d'une couche de cuivre de 35 microns. Le choix se fera en fonction de la fréquence, des pertes acceptées (filtres imprimés ou pas) et de la puissance. Chaque couche de cuivre est recouverte d'une mince couche de laque photosensible positive qu'on peut développer au moyen d'un liquide développeur. Cette couche est protégée de la lumière ambiante par un papier collant qu'il faut enlever avant d'exposer la plaque.
On peut trouver ces substrats en Suisse chez Distrelec
mais les prix sont plus bas chez le fournisseur allemand
Reichelt, avec l'avantage qu'il vend également tout ce qui
tourne autour de la fabrication de C-I, cartes présensibilisées,
produits chimiques, machine à insoler, machine à graver et outils de
câblage. Par contre il faut parler l'anglais ou l'allemand chez Reichelt. Exemples: Reichelt chapitre "Components", "PCB & accessories":
Le tableau Substrats pour circuits-imprimés résume les principales caractéristiques des substrats les plus courants. Il en ressort que les plus "populaires" sont:
La seule préparation à lui faire est de le découper aux bonnes dimensions.
J'utilise pour cela une cisaille spécialement prévue pour découper les circuits-imprimés achetée chez Conrad mais qui ne semble plus être à leur catalogue (2017). J'ai fait plusieurs essais successifs afin de déterminer la bonne méthode et, finalement, je suis arrivé à découper le circuit à sa dimension finale, plus 3-4 mm de chaque côté. Car la cisaille marque la couche sensible du print ce qui provoque une attaque plus rapide de cette surface, d'où défauts sur le circuit final. Une fois le circuit gravé, je le repasse sous la cisaille (+ lime) pour enlever les excédents de bords.
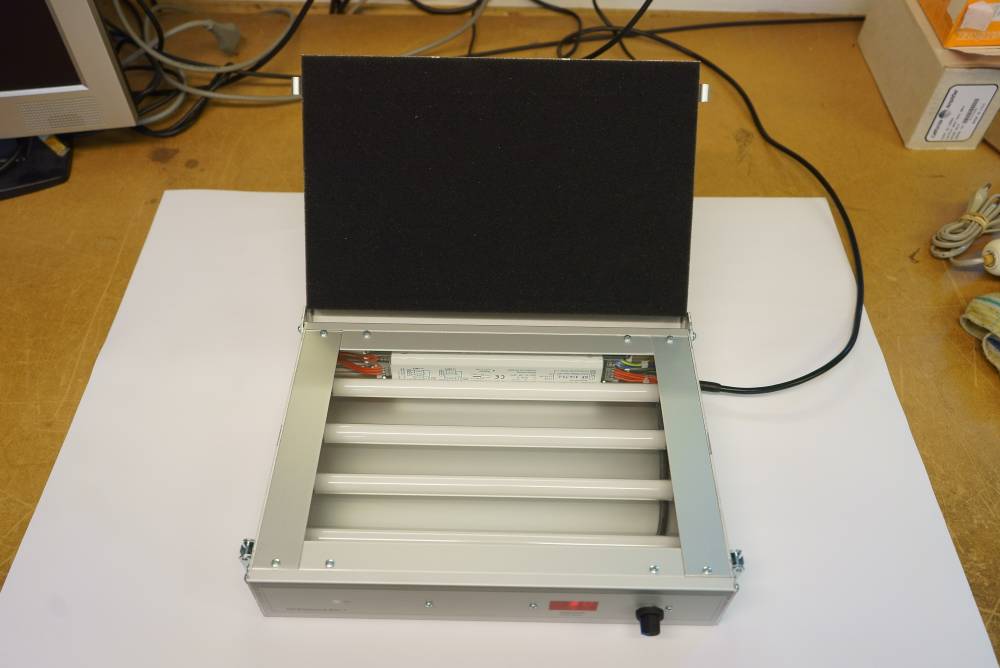
5. Insolation du circuit-imprimé
Il faut maintenant transférer le dessin du mylar sur la couche photosensible du circuit-imprimé. Pour ce faire, je met à contribution une machine à insoler (Reichelt à 200 Euros).
Déposer le tout sur la machine à insoler, face contre les néons (vers le bas) et enclencher la minuterie, réglée à 4 minutes dans mon cas.
La couche
photosensible sera atteinte par le rayonnement à travers les parties
transparentes du mylar. Par contre, les parties noires ne laisseront
rien passer et la couche photosensible restera vierge ce qui protégera
le cuivre de l'attaque de l'acide.
On peut aussi utiliser un néon Ultra-violet de 20 Watts (5 minutes à 12cm) ou un projecteur photo de 1000 Watts (30 minutes à 40 cm).
Comme pour une photo, il faut maintenant développer cette "photo" et la durcir afin qu'elle résiste à la gravure chimique et pour cela tremper la plaque dans une solution de soude caustique à 7 pour mille (on peut aussi
prendre de la lessive de soude du commerce mais
c'est plus long).
On peut aussi utiliser de la
lessive de soude, un bouchon dans un peut d'eau.
Si on constate une imperfection de l'insolation, il est possible de la corriger à l'aide d'un marker-feutre insensible à la solution de gravage (Distrelec: Marquer pour print, No 451124, 3-4 Euros). Il est d'ailleurs tout-à-fait possible de dessiner entièrement un circuit-imprimé sur le cuivre de cette manière (matériau de base sans couche pré sensibilisée). C'est un peu artisanal mais ça marche, et si on est vraiment pressé, pourquoi pas?
Notre circuit est maintenant prêt pour la gravure chimique.
J'utilise deux solutions de gravage différentes:
Ces produits sont dangereux donc difficile à trouver dans le commerce, là est le problème. Mais la solution résultante est intéressante car elle grave rapidement et en plus elle ne se sature pas. On peut l'utiliser quasiment indéfiniment car le cuivre est transformé en chlorure de cuivre et sert ensuite de réactif aux gravures suivantes,
Il faut tout d'abord diluer l'acide:
50 ml d'acide pour 200 ml d'eau. Ce mélange se conserve
indéfiniment.
Il faut rajouter l'eau oxygénée juste
avant de graver un circuit, dans une proportion 1/10, ce qui
signifie
En fait, c'est l'eau oxygénée qui attaque le cuivre. L'acide chlorhydrique n'est là que pour transformer l'oxyde de cuivre en chlorure et l'empêcher de se redéposer. Le mélange devient bleu-vert lorsque le cuivre est attaqué.
Attention:
Chauffer à 40-50 degrés sur une plaque
électrique chauffante. 50 degrés au
maximum, PAS PLUS,
car la respiration de vapeur d'acide est très dangereuse!
Lorsque la température s'est bien stabilisée à
40-50 degrés environ, plonger la circuit-imprimé à graver dans la
solution, face à attaquer dessous. Laisser le plastic
autocollant d'origine sur le plan de masse du verso, puisque cette
face-là n'a pas été insolée.
Il faut être très attentif vers la fin car, une fois les détours de pistes gravés, ce qui se fait en dernier, des parties du plan de masse seront à leur tour attaquées si vous laissez le circuit trop longtemps dans le bain. Dès qu'on considère que le circuit est parfait, il faut le sortir sans tarder et le rincer abondamment à l'eau froide afin de stopper la réaction chimique.
C'est avec cette méthode que la gravure est la plus propre car le processus prend peu de temps.
b) Gravage au persulfate de soude (agent caustique, Na2S2O8)
Le kit C-I pour débutant Entwicklungsset de Reichelt contient tout ce qu'il faut. On peut aussi acheter les produits à l'unité. Reichelt vend des bouteilles de 600 g de poudre appelée Natriumpersulfat, Art Nr 152 018 de la firme ProMa.
La gravure dure environ 1 heure.
L'avantage de ce produit est qu'il est facile à trouver dans le commerce car il moins dangereux que de l'acide. L'inconvénient est que la gravure dure un peu longtemps ce qui dégrade un peu la qualité finale du circuit.
Sur le plan de masse du verso,
Le montage des composants, à plus forte raison s'il s'agit de CMS, doit se faire avec de bons outils. Ici un support de circuit-imprimé de construction-maison, une pince plate fine, une pince coupante à biseau pour couper près du circuit, des brucelles fines, un scalpel (déjà utile pour sortir les composants CMS de leur emballage), un fer à souder à panne longue-durée fine (1,5 mm) et de la soudure fine avec décapant.
Après l'âge de 50 ans, mon acuité visuelle s'est rapidement et fortement dégradée et je dois maintenant jongler entre plusieurs paires de lunettes. J'ai donc fait l'acquisition d'une loupe éclairée professionnelle de 3 dioptries (ou 8 à choix), chère mais vraiment utile.
Les composants CMS seront directement soudés sur les pistes, aux endroits prévus. Etamer tout d'abord les emplacements prévus pour recevoir le composant, apposer le composant et chauffer un côté. Il tiendra ensuite tout seul. Souder l'autre extrémité avec un léger apport de soudure (1 mm avec décapant). Ne pas trop en mettre et souder rapidement afin de ne pas faire trop chauffer le CMS. Ensuite souder l'autre extrémité de façon identique.
Michel Vonlanthen HB9AFO 201891131_Nouvelle méthode de fabrication de circuits-imprimés
Le circuit-imprimé sur verre
Les pistes sont découpées au moyen d'une machine à découper des lettres sur plastic et ensuite transférées sur un substrat, dans la démo du verre. Avantage: c'est propre et rapide. Voir la vidéo explicative:
La démonstratrice avec sa machine à graver
|










{kind=link}